Wissen · 2026
TPU-Spritzguss: Grundlagen und Verarbeitungstipps
Kurzfassung
Beim Spritzguss wird aufgeschmolzenes TPU unter Druck in ein Werkzeug eingespritzt und dort zum fertigen Bauteil abgekühlt. Für gute Formfüllung eignen sich Typen mit höherem MFI. Auch hier ist die Trocknung essenziell; beheizte Werkzeuge verbessern die Oberfläche.
Auf einen Blick
- Spritzguss = Formgebung komplexer Bauteile im Werkzeug.
- Bevorzugt Typen mit höherem MFI (gute Formfüllung).
- Vortrocknung zwingend erforderlich.
- Empfohlene NORDFLEX®-Typen: S 95-A / S 95-A VI.
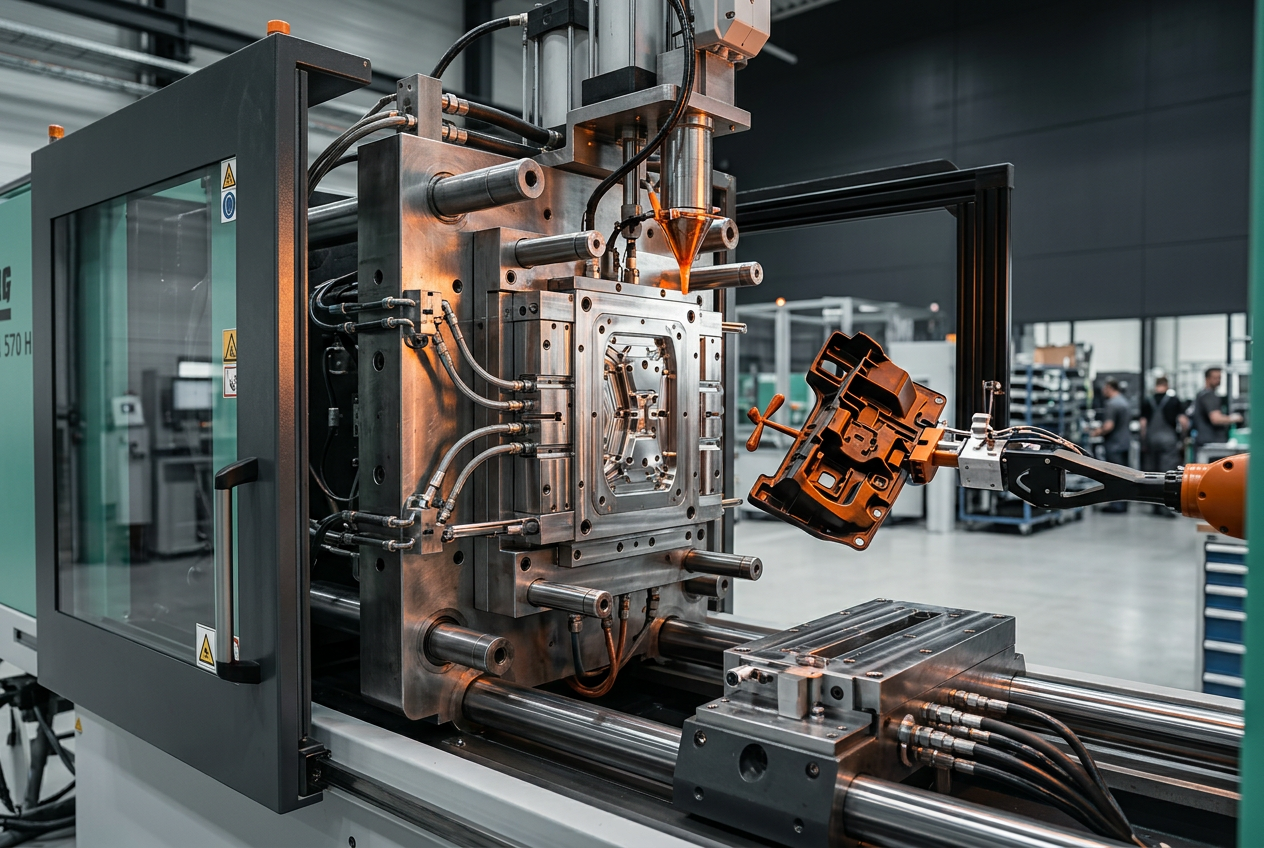
Wie funktioniert der TPU-Spritzguss?
Das getrocknete Granulat wird in der Plastifiziereinheit aufgeschmolzen und unter hohem Druck in ein temperiertes Werkzeug eingespritzt. Nach dem Abkühlen wird das fertige Bauteil entformt. Der Spritzguss erlaubt komplexe Geometrien in kurzen Zykluszeiten und hoher Reproduzierbarkeit.
Geeignete Typen und Parameter
Für die gute Füllung auch dünnwandiger oder komplexer Kavitäten eignen sich Typen mit höherem MFI, z. B. NORDFLEX® TPU S 95-A und S 95-A VI. Die Vortrocknung erfolgt typisch bei 80–110 °C auf < 0,02 % Restfeuchte; die Schmelzetemperatur liegt je nach Typ im Bereich von etwa 200–220 °C. Beheizte Werkzeuge verbessern Oberfläche und Maßhaltigkeit.
Hinweis: Richtwerte – verbindliche Parameter stehen in der jeweiligen Typ-Spezifikation.
Typische Spritzgussteile
Im Spritzguss entstehen vor allem technische Funktionsbauteile:
- Dichtungen, Dämpfer und Manschetten.
- Griffe, Rollen und Räder.
- Steckverbinder und Gehäuseteile.
- Flexible Funktionsbauteile mit komplexer Geometrie.
Häufige Fragen
Technische Beratung zu TPU-Spritzguss?
Unser Team unterstützt Sie bei Materialauswahl, Härte und Verarbeitung – Mo–Fr: 09:00 – 17:00.